SEMCO Vacuum Technologies Division
Industrial Vacuum Systems
SEMCO Vacuum Technologies Division offers Dry Screw Vacuum Pumps, Double Stage Rotary Vane Pumps, Twin Lobe Booster Pumps, Liquid Ring Vacuum Pumps, customized vacuum systems, and auto-control systems for demanding industrial applications.
Technologies
Dry Screw Vacuum Pump, Double Stage Rotary Vane Vacuum Pump, Twin Lobe Booster Pump, Liquid Ring Vacuum Pump, and customized vacuum systems.
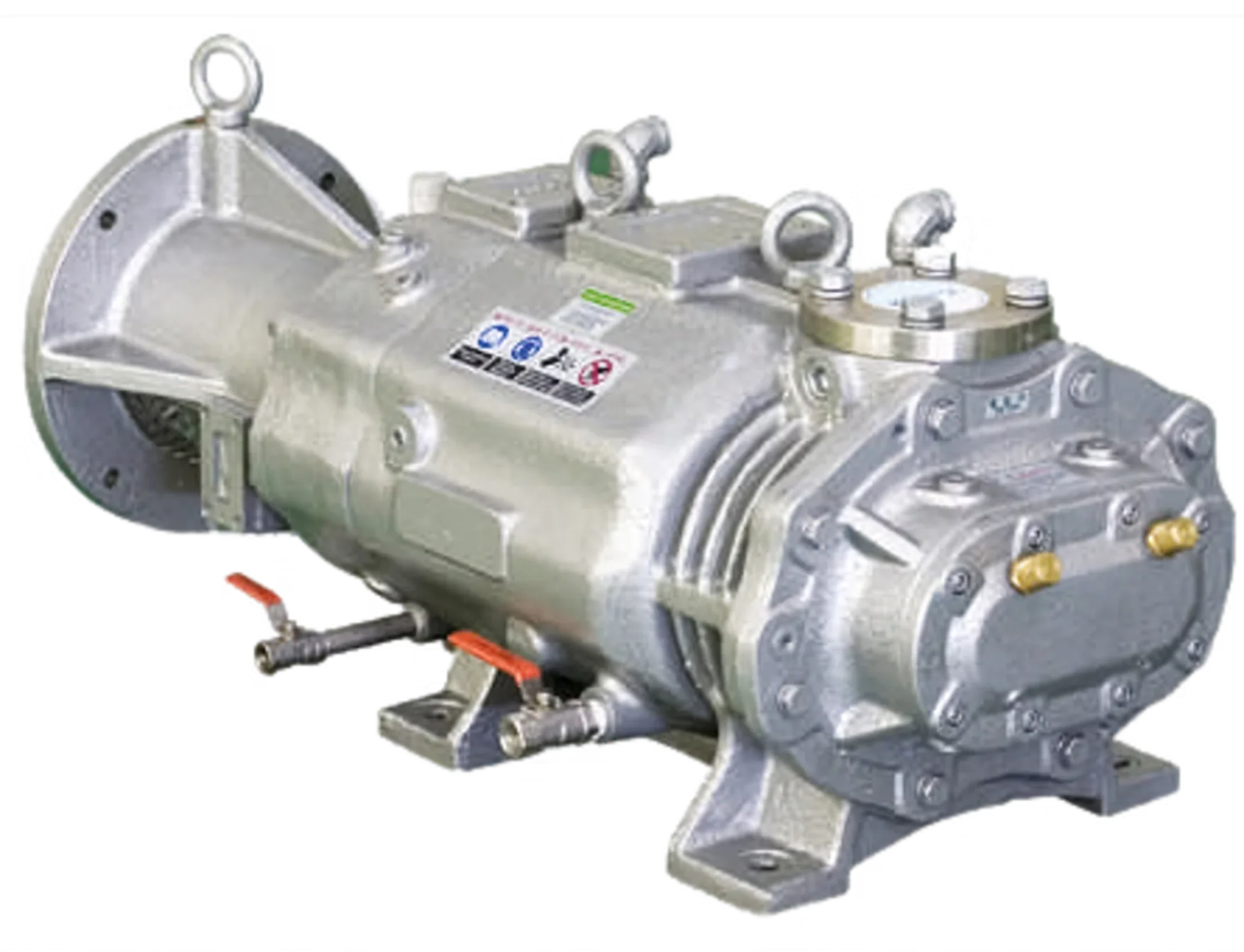
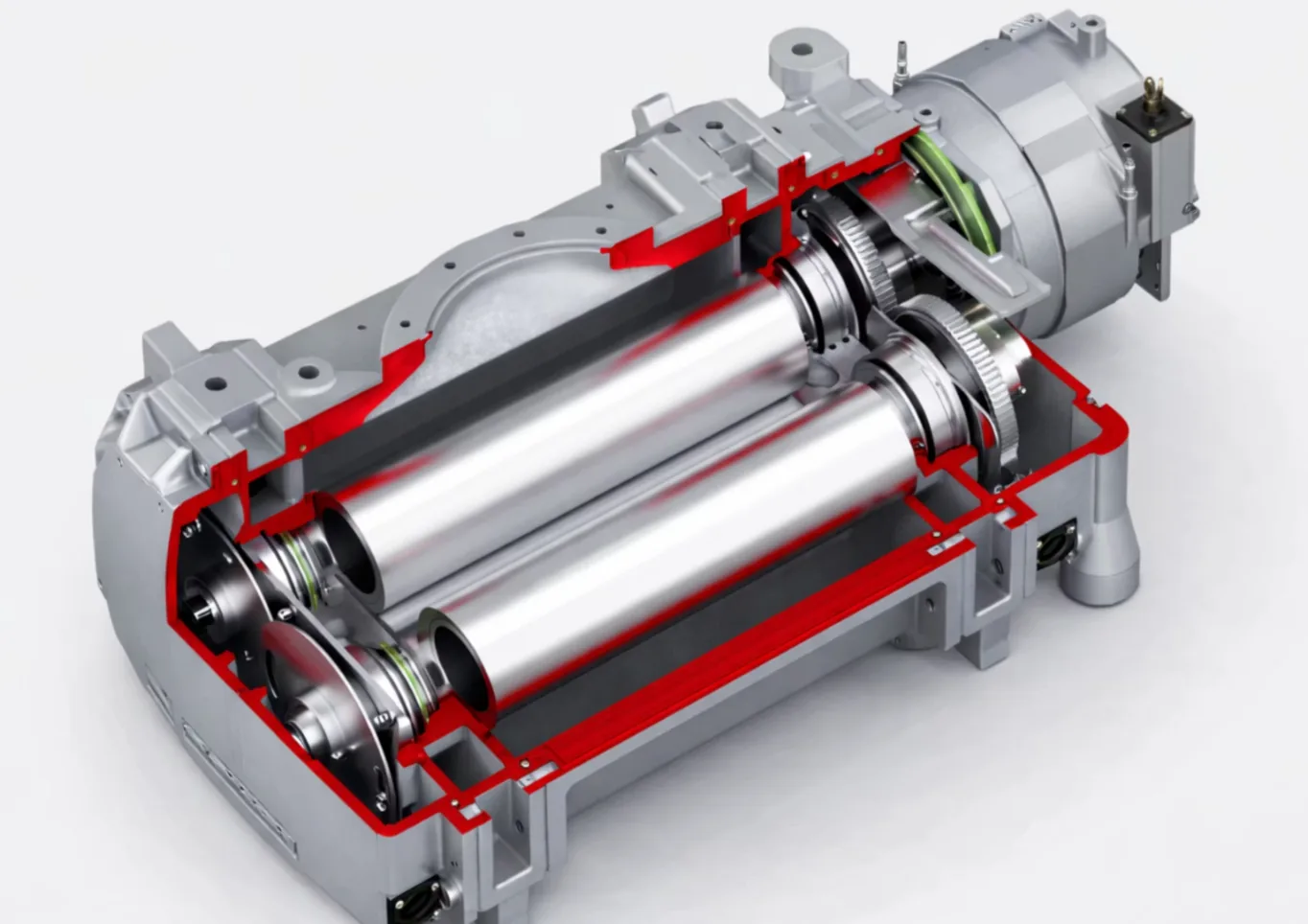
Vacuum PumpDry Screw Vacuum Pump
Continuously Variable Pitch • Oil-Free
A compact design and highly efficient Dry Vacuum Pump featuring patented continuously variable pitch screw designs. Consumes 30% less power than competitive Dry Vacuum Pump designs and generates lower process gas discharge temp.
 Vacuum Pump
Vacuum PumpDouble Stage Rotary Vane Vacuum Pump
Deep Vacuum • Oil-Sealed • Continuous Duty
The SEMCO Double Stage Rotary Vane Vacuum Pump is a highperformance, oil-sealed displacement pump engineered for demanding applications requiring deep vacuum and reliable continuous operation.
 Vacuum Pump
Vacuum PumpTwin Lobe Vacuum Booster Pump
Up to 10x Faster Evacuation
The SEMCO Twin Lobe Vacuum Booster is a precision-engineered, positive displacement pump designed to work in tandem with a backing pump.
 Vacuum Pump
Vacuum PumpLiquid Ring Vacuum Pump
Contaminant-Tolerant Isothermal Compression
The SEMCO Liquid Ring Vacuum Pump system is a robust, single/multi-stage displacement pump designed for the most challenging industrial environments. By utilizing a liquid ring (typically water) as the piston, these pumps operate with only one moving part—the impeller.

Integrated High-Vacuum Packages
SVPS Series • SDSP + SBP Combined System
The SEMCO SVPS Series represents the pinnacle of vacuum technology. By integrating our rugged SDSP Dry Screw Pumps and other backup pumps with precision SBP Twin Lobe Boosters, we offer a high-performance, integrated solution designed specifically for the aggressive environments of the Chemical, Pharmaceutical, and Food industries.
Applications
SEMCO vacuum systems are applied across chemical, pharmaceutical, food, solvent recovery, and polymer processing operations.
Chemical Processing
Process vacuum for reactors, stripping, and material handling.
Degassing
Efficient degassing for liquid and slurry process streams.
Vacuum Distillation
Stable low-pressure operation for solvent and product recovery.
Crystallization
Controlled vacuum support for crystallizer and mother liquor systems.
Sterilization
Reliable vacuum generation for sterilization and pharmaceutical systems.
Waste Water Treatment
Vacuum service for evaporation and treatment process stages.
Pipeline Drying
Fast evacuation and moisture removal from process pipelines.
Vacuum Packaging
Consistent vacuum for packaging and sealing operations.
Solvent Recovery
High-purity solvent recovery in chemical and pharma plants.
Waste Oil Recovery
Vacuum-assisted recovery and processing of waste oils.
Food Drying
Low-temperature drying for food process quality retention.
Dairy Production
Vacuum support for dairy evaporation and concentration duties.
Freeze Drying
Deep vacuum duty for lyophilization and moisture sublimation.
Pharma Applications
Contamination-controlled vacuum for critical pharma production.
Polymer Processing
Vacuum for devolatilization and polymer finishing processes.
Spec Your Vacuum System
Share your process requirements and our vacuum specialists will design the optimal system for your application.
Get a Technical Quote